Fired Heater Risk Ranking – Owners Can Mitigate Risks Of Operation

…by Eileen Chant and Abby King
Fired heaters are critical equipment items in the process industries and are often overlooked since they don’t fit nicely into a single category of equipment or existing programs in the same way a pump or pressure vessel does. Safe and reliable operation is essential to avoiding adverse health, safety, and environmental consequences. Poor heater conditions and plant practices can increase the risk of a loss of containment (LOC) event, potentially resulting in fire and/or explosion. This can also increase the likelihood of plant personnel being exposed to hazardous situations when starting and operating the heater, or when responding to emergencies. Plants should look for opportunities for improved operations, inspections and maintenance to mitigate the risks associated with the operation of fired heaters.
The risk-based approach described is used to identify potential threats to health and safety during operation by assigning a risk to each identified credible failure. The fired heater risk ranking work process is executed by a team composed of fire-side, operations, process, risk and metallurgical specialists (See Table 1), with typically more than 20 years of experience with an owner company. The outcome of the process includes actionable findings which can be prioritized to effectively mitigate the higher risk levels identified. The actionable findings are specific to the higher risks and include the development and refinement of preventative maintenance, inspection programs, operator surveillance, remaining life assessments, metallurgical upgrades, and implementation or improvement of training programs.
Table 1. Cross Functional Specialist Team for Fired Heater Risk Ranking Execution
|
Risk-Based Facilitator |
Process Engineer |
|
Fired Heater Equipment Specialist |
Metallurgist |
|
Fired Heater Operations |
|
Risk levels are determined by combining the severity (consequence) and probability of potential failures (Risk = Probability x Consequence). The process is semi-quantitative and semi-qualitative, in that probability and consequences are order-of-magnitude estimates driven by the knowledge and experience of the cross functional team, but those estimates are based on calculations incorporated into the software, BechtFiredHeater. The process is dependent on rating the administrative, design and operation practices using a series of critical factors. Once the critical factor rankings are rated by the cross-functional team, BechtFiredHeater computes the probabilities and consequences, and subsequently the risk associated with each credible failure scenario. In addition to Mechanical Integrity, the effect of the controls systems and operator practices are part of the risk ranking algorithm.
Multi-Discipline Specialist Review and Site Visit
The Cross Functional Team kicks off the process by providing the client with a list of data needs, including heater tube-side and fire-side design, operations practices, control systems, and historical data. The data review is followed by a site visit. The specialists conduct a field walkdown of each heater and interviews plant personnel who are responsible for operation of the heater (See Table 2). Templates are used for the interviews to ensure quality and consistency of the process for all heaters. Although it is not always practical, the site visit adds the most value if conducted while the heater is in operation. Any initial gaps identified are communicated to the site.
Table 2. Specialist Review Areas
|
Review of heater design
|
|
Review and evaluation of previous inspection information |
|
Review of historical and current operating conditions |
|
MOCs documenting changes to the equipment |
|
Review of incident reports (i.e. trips and unplanned outages) |
|
Review of operating procedures and practices |
|
Interviews with key site personnel (Operations, Process Engineering, Inspection, Reliability, Process Safety Management) |
|
Field walkdown of each heater |
Risk Ranking
The risk ranking process begins with a ranking of Administrative factors for each site. Table 3 shows an example ranking. The rankings are determined via consideration of the programs in effect and quality of implementation for each category. Team discussions leading to consensus are used determine the ranking. For example, the operator surveillance category considers programs for heater monitoring by the operators at the site, such as IR scans, and burner and pilot flame patterns inspection, and consider how well those actions are implemented. Specialist findings with respect to each administrative factor are entered into the software as descriptive text fields to support the ratings.
Table 3. Sample Administrative Factors Categories
|
Category |
Ranking |
|
Inspection Practices |
Medium |
|
Operator Training |
High |
|
Management of Change |
Low |
|
Maintenance and Repair Practices |
Medium |
|
Written Operating Procedures |
High |
|
Operator Surveillance |
Medium |
Heater and control system designs are evaluated and assigned a ranking similar to the administration factors include the quality of temperature and flow monitoring. The HSE Consequences of heater failures are evaluated by factors including process pressure and how quickly and safely the heater can be shut down after a failure occurs (See Table 4). This information, plus the process fluid properties (which is used to assign toxicity, flammability and vapor cloud potential), failure mode and fluid phase are assigned factors used to compute consequence for Mechanical Integrity (MI) failures. Tube failures that are calculated to result in a release outside of the fire box have much higher HSE consequences than failures that are anticipated to be contained within the heater. The failure consequences for Non-MI scenarios are arrived at via team discussion and ranking of assigned factors. All values are supported by text-based information documenting the basis that led to the ranking decision.
Table 4. Consequence Critical Factors for MI Failures
|
Process Related Factors |
Equipment Design Factors |
|
Process Pressure |
Failure Mode |
|
Process Fluid Phase |
Personnel Proximity |
|
Main Process Fluid Type |
Duration of Leak |
Failure scenarios are simplified in the work process identifying specific damage mechanisms which affect fired heaters. The metallurgical damage mechanisms and the non-Mechanical Integrity failure modes are listed in Table 5. Each scenario category has a series of critical factors which are used to determine the probability of failure for each scenario for a specific heater. Each critical factor’s ranking (high/medium/low) is selected by the team during the team risk ranking meetings. The software assigns a score for each ranking and a weighted sum of the score is used to compute probability. Each failure scenario is assigned an Inspection Effectiveness (Metallurgical failure scenarios only) and Personnel Proximity Ranking which is used in the probability of failure calculation.
Table 5. Failure Scenario Categories Used For Heater Risk Ranking Study
|
Metallurgical/Mechanical Integrity (MI) Damage Mechanisms |
Non-MI Failure Scenarios |
|
Creep |
Control Systems |
|
Internal Corrosion |
Operator Instructions |
|
Oxidation |
|
|
Environmental Cracking |
|
|
Fatigue |
|
|
Carburization |
|
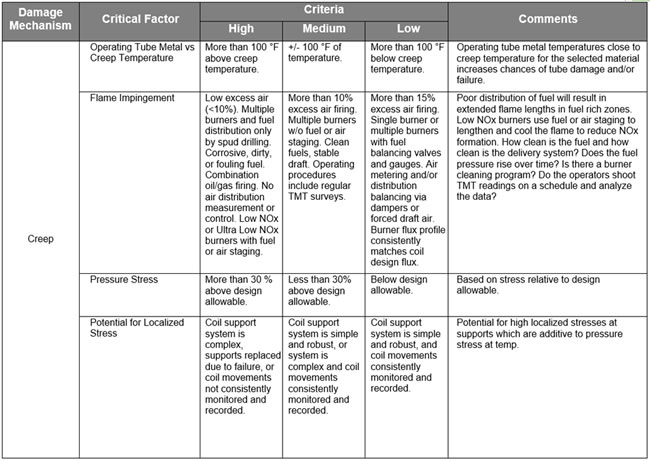
As an example, the critical factors and ranking criteria for creep damage are shown in Table 6. The software assigns a numerical value to each ranking and a weighted sum is computed. The resulting value is combined with inspection effectiveness and personnel proximity ratings to compute the probability category.
Table 6. Sample Critical Factors Evaluation for Creep Rupture
Recommendations
Once probability and consequence are determined for each failure scenario, the heater’s risk ranking is complete. A sample result for a series of heaters is shown in Table 7. The specialist team develops actionable items to address unacceptable risks. As an example, for a heater which has a high identified risk associated with operator procedures, actionable items might include: developing a standard design for observation doors and view ports that allow good view of the coils and tops of flames, define and implement consistent burner and pilot lighting practices, or establish a purge approach that is consistent with industry best practices. For a mechanical integrity risk, such as creep, the actionable items might include perform a creep rupture life remaining life assessment per API 579-1/ASME FFS-1, establish tube metal temperature limits, and/or include inspections to detect creep damage as part of the heater Inspection Test Plan. These actions are targeted at the heaters with the most risk and include a prioritization for short term and long term risk reduction based on Risk Levels, ability to implement during operation, actions requiring a turnaround, and complexity to implement.
Table 7. Sample Risk Rankings Results
|
Heater |
Failure Mechanism: Failure Mode |
||||
|
H-106 |
Creep: Rupture |
Control Systems: Operator Injury |
Operator Instructions: Operator Injury |
Internal Corrosion: Medium Corrosion Hole |
Stress Corrosion Cracking: Pinhole/Crack |
|
H-102 |
Operator Instructions: |
Creep: |
Control Systems: Operator Injury |
Stress Corrosion Cracking: Pinhole/Crack |
Internal Corrosion: Medium Corrosion Hole |
|
H-101 |
Control Systems: Operator Injury |
Creep: |
Operator Instructions: Operator Injury |
Internal Corrosion: Medium Corrosion Hole |
Stress Corrosion Cracking: Pinhole/Crack |
|
H-105 |
Creep: |
Control Systems: Operator Injury |
Operator Instructions: Operator Injury |
Internal Corrosion: Medium Corrosion Hole |
Carburization: Pinhole/Crack |
|
H-070 |
Creep: |
Control Systems: Operator Injury |
Operator Instructions: Operator Injury |
Internal Corrosion: Medium Corrosion Hole |
Carburization: Pinhole/Crack |
|
H-060 |
Operator Instructions: Operator Injury |
Control Systems: Operator Injury |
Creep: |
Internal Corrosion: Medium Corrosion Hole |
Carburization: Pinhole/Crack |
|
|
|||||
|
Risk Level Key: |
High |
Medium-High |
Medium |
Low |
|
Summary
The risk ranking approach described enables sites to identify immediate risks to health, safety and the environment from operation of the heaters and prioritize actions to mitigate the risks. The results from the study identify actionable findings which can be used to prioritize the development and refinement of Preventative Maintenance (PM), Inspection, Operator Surveillance and other actions, such as design changes.
If you have a question relating to this blog, you may post a comment for the authors at the bottom of this page. If you would like to submit an Information Request please click below: